Construction of Bentonite mud mixing system
Bentonite mud mixing system is composed of mixing hopper and centrifugal pump.
It can be composed by 1 each mixing hopper and 1 each centrifugal pump. it is called single Bentonite mud mixer. Or 2 each mixing hopper and 2 each centrifugal pump for tandom bentonite mixer. 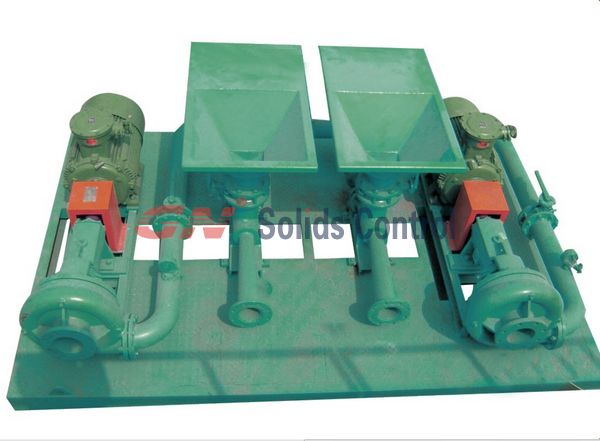
Application of Bentonite mud mixing system
Betonite jet mud mixer is used to make up drilling fluid or increase total amount of the drilling fluid, change the fluid density, viscosity, and dehydration. When making up again, put the materials of drilling fluid (such as betonies and barite powder) and corresponding chemical additives (such as polymer) into the recycle tank through the jet unit. If put them directly, the materials of drilling fluid and chemical additives will be deposited largely or dump together and we can’t obtain diffused and well-proportioned drilling fluid.
Features of GNSL series Bentonite mud mixing system
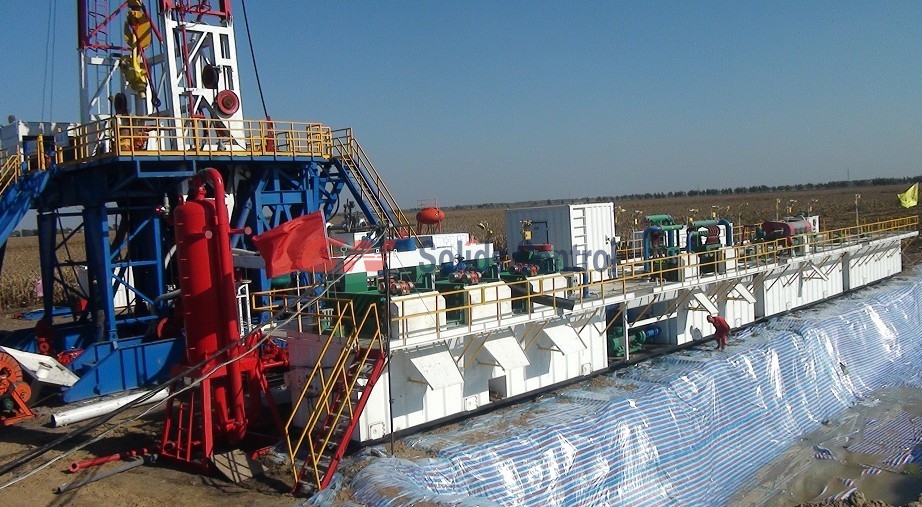
GNSL series jet mud mixing device is a unit used together with the solid control system for petroleum drilling. It is suitable for drilling from 1,500 meters to 6,000 meters and can strengthen and make up drilling fluid through the fixed control system horizontally. The unit includes one sand pump, one jet mixing funnel and one jet mixer that are installed in a base with pipe valves. It is safe and stable and can be moved conveniently.